 服务热线
服务热线15038069683


 banner图2
banner图2
主输油管道腐蚀缺陷声发射检测
SIntegrity first, quality first, service first, technology first
我们了解大中小型企业的生意模式,需求,我们倡导让客户感知产品的应用体验价值,而不仅是产品的功能。
|
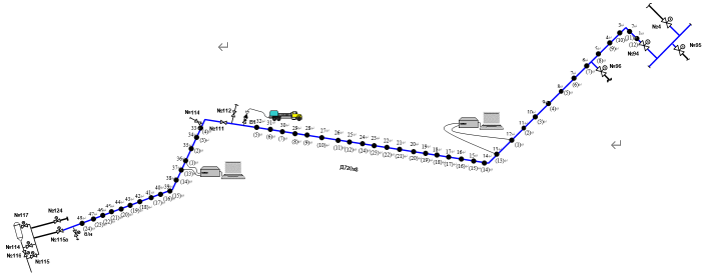
众所周知,使用周期长的管道(MT)上的大多数事故都与腐蚀缺陷(CD)的形成和发展有关。但是,迄今为止,用于对腐蚀缺陷进行检测和分类以及随后评估剩余寿命的明确方法。在这一点上,管道腐蚀过程的技术诊断问题无疑是紧迫的。
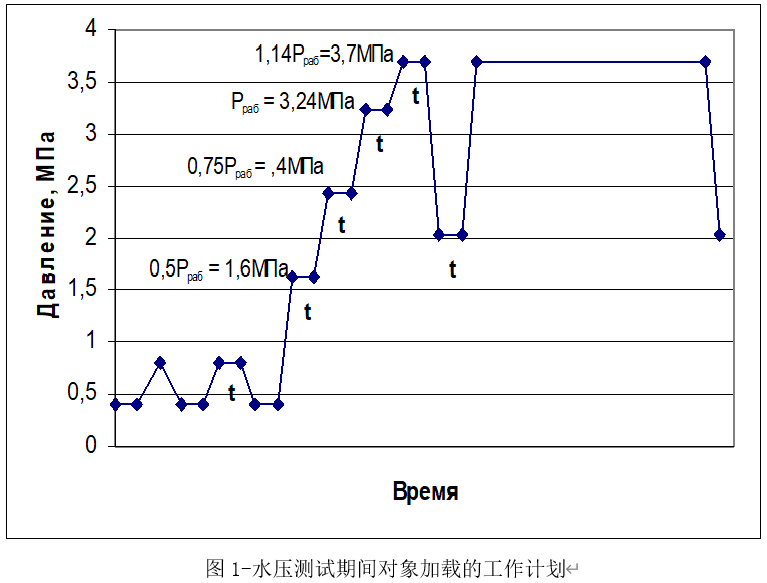
与其他常见类型相比,局部电化学腐蚀的机制对于MT来说似乎是最危险的,因为点腐蚀缺陷的形成是一个较长过程,可以持续数年,但同时对管道材料的破坏也很严重且无法预测[1]。在实践中用于检测管道运输设施腐蚀损坏的局部和整体无损检测(NDT)方法存在许多重大局限性,无法充分预测存在现有缺陷的风险。评估腐蚀条件的间接方法,例如电测量,金相研究和破坏性测试方法,研究了腐蚀的常见原因和保护方法。同时,没有考虑点局部腐蚀缺陷发生的原因及其发展的动力学。为了解决这个问题,可以有效地使用声发射(AE)方法,该方法对由于腐蚀缺陷的形成和增长而引起的结构的各种局部敏感。检测的目的是定位腐蚀缺陷并分析相应声发射的信息参数。为了评估检测到的腐蚀损坏的危险程度,还采用了局部无损检测方法,例如渗透剂检测和目视检测,以及超声波测厚和硬度测试。选择具有局部腐蚀破坏高潜在危险的典型技术石油管道的一部分作为研究对象。表1中列出了对象的参数,研究时该站点的使用寿命为24年。测量设备,使用INTERUNIS-IT公司24通道 A-Line 32D DDM串联声发射设备。根据适用于特定测试对象的标准程序[2]进行测量。测量通道以40米的平均间隔依次位于管道的上主线上,因此一个测量周期的检测断面长度约为2 km。 表2给出了AE检测系统的主要技术数据和特性。AE传感器,使用了工作频率范围为50~550 kHz的GT200宽带传感器。选择性滤波器的工作频带为30-100 kHz。频率的这种选择决定了在远波区条件下线性定位方案的构造。 图1显示了液压测试期间管道加载的典型操作时间表。 |
||
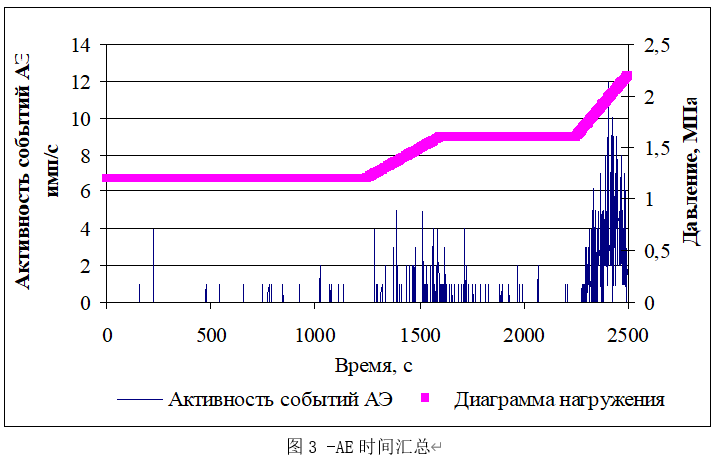
| 在第一次测量期间,负载达到0.7 Prab的值。 (2.2,大气压)记录了泄漏。相应的AE参数如图2所示,可以清楚地看到泄漏力矩的发生以及随后的压降。 进一步的分析表明,引起降压的贯通泄漏是在点蚀型的局部腐蚀缺陷处形成的。图中显示了裂缝位置附近凹坑的相应指示图片(在何处?)。 从图中可以看出,一些对比度最大的区域对应于具有明显穿透深度的凹坑,根据近似评估,该深度约为管道壁厚的60-70%。直线形式的缺陷分组可能表明在管道制造过程中,沿着轧制方向取向的非金属夹杂物链上形成了凹坑。 |
 |
|
 |
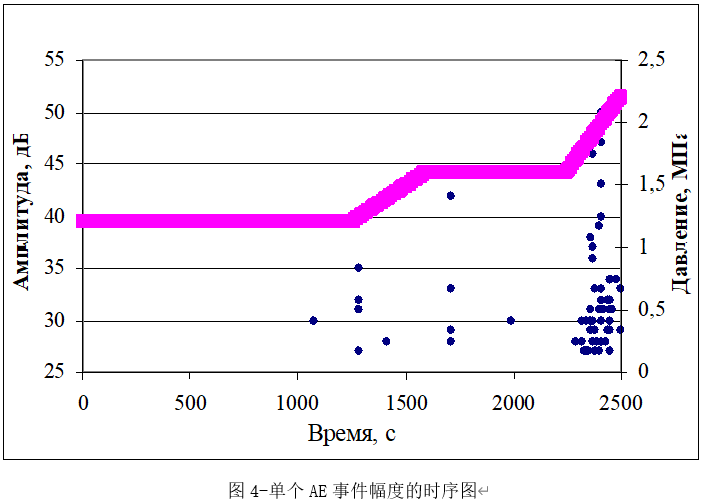
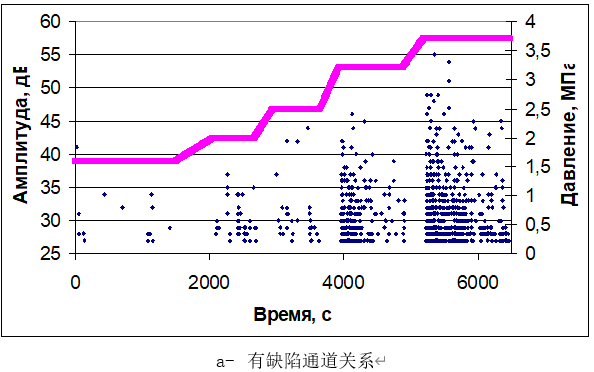
所显示的AE检测结果对应于对象加载到泄漏时刻的时间段。 AE事件总活动的时序图(图3)显示,在保持AE压力的静态区域中几乎没有变化。在压力增加的区域,活动水平也很低,最高可达4-5个脉冲/秒。同时,在图4中,显示了单个AE事件振幅的时间图,可以看出,上升区域中振幅的最大值不超过40-50 dB,并且不存在结构不均匀性裂缝形成和扩展机制的高振幅离散峰特征。这一事实证实了在给定条件下凯塞尔效应的实现,这包括在将物体反复加载到先前达到的应力下时没有AE的情况。然而,众所周知的是,在裂纹萌生和扩展期间没有观察到凯塞尔效应。实际上,对于给定的研究目的,很早在载荷达到工作压力水平之前就发生了腐蚀缺陷的破坏。因此,我们可以得出结论,在所考虑的示例中局部点蚀的发展机理并不伴随裂纹的形成和增长,这意味着评估AE源危险程度的标准准则不适用于这种情况。这样就可以得出一个基本的结论,即在普遍接受的定期AE测试条件下,当执行典型的加载方案时,实际上直到达到工作压力水平时才不会出现可能的局部腐蚀缺陷。但是,这一事实并不排除由于局部腐蚀损坏而导致物体损坏的可能性,这是在实验期间记录下来的。 | |
 |
 |
|
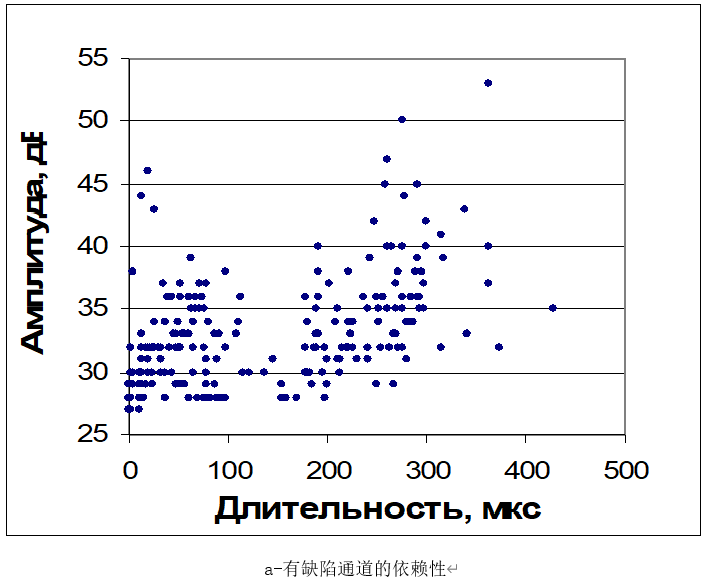
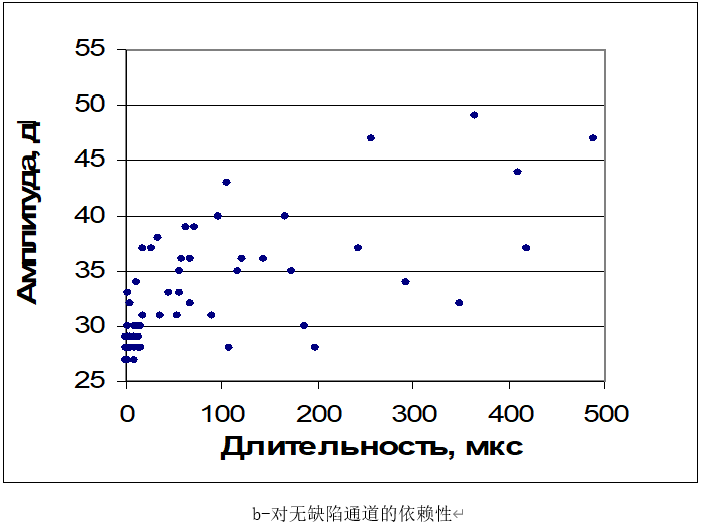
| 随后的后处理模式显示了图中所示的信息通道和噪声通道的一些差异(图5)。图5显示了单个AE事件在振幅和持续时间内的分布。 | ||
 |
 |
|
| 图5-单个AE事件的振幅和持续时间分布 | ||
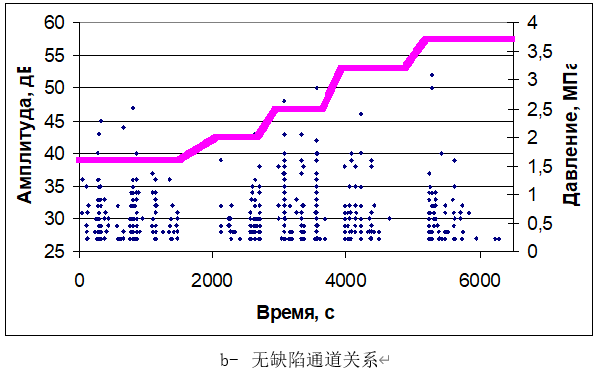
| 可以看出,与无缺陷区域相比,在CD位置附近可以清楚地区分两个区域。在所有实验实现中都存在幅度相对较小的第一区域(40-50 dB。)和持续时间(最高100μs),对应于在近波区域记录的声辐射的连续分量。持续时间较长(最高500μs)的第二区域对应于远离接收器(即,在远波区)的AE源。这可以通过将持续时间和幅度的特征值附近的单个AE事件进行分组来间接判断。由于在远离腐蚀破坏的通道中尚未发现此类规律性,因此有理由相信,在信息通道附近记录的AE辐射是由于点蚀的发展所致。 考虑到第一次测量过程中物体被破坏和测试停止的事实,为了完成计划中的技术石油管道检查工作,有必要进行第二次测量。在重复的测量周期中,使用与第一次测量相同的加载方案,而最大测试压力为3.7 MPa。静态区域的平均压力保持时间约为20分钟。 图6显示了有缺陷和无缺陷的MN区域的AE活动的时间序列。可以看出,第一张图的显着特征是活动的增长与压力的上升之间有着明显的相关性。让我们强调,当达到Prab并进一步增长时,带有腐蚀缺陷的信息通道和无缺陷区域中的“噪声”通道之间会出现明显的差异。 |
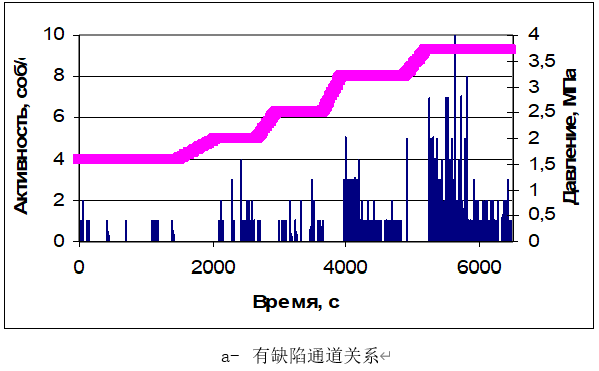
图6-事件的时间序列
|
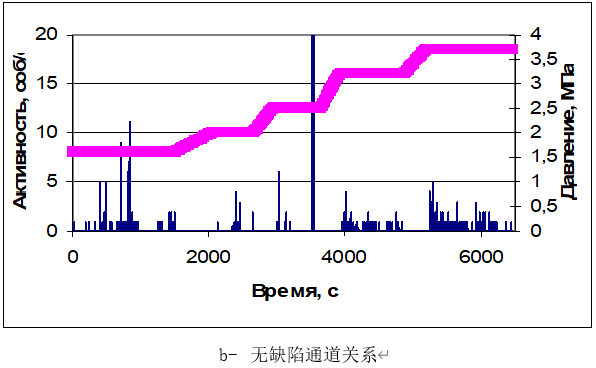
图6-事件的时间序列
|
| 从图7所示的幅度的时间依赖性来看,可以看到AE事件以及活动的能量特征在对应于工作压力水平附近的载荷图的静态部分的时间段内具有最大值。 | ||
 |
 |
|
| 图7-AE事件幅度的时间关系 | ||
| 通过能量参数检查AE事件分布图(如图8所示),对于有缺陷和无缺陷区域,再次清楚地将其划分为两个区域。在这种情况下,即使在较高的负载值下,AE辐射的一般性质仍保持低振幅,平均水平不超过50 dB,这与首次测量的结果(在达到Pwork之前)以及分别假设在近波和远波区域中产生的AE通量的两个分量有关... | ||
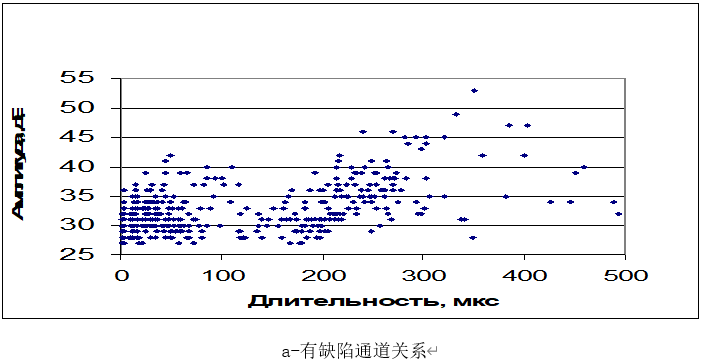 图8-AE事件的能量参数分布图 |
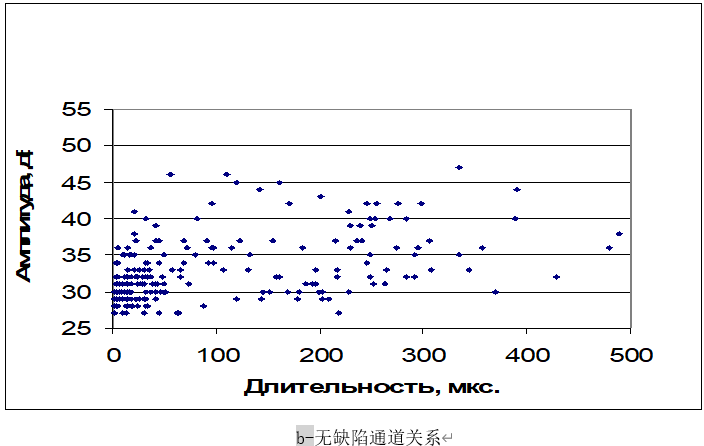 图8-AE事件的能量参数分布图 |
|
| 通过对声发射信息参数的分析,可以得出结论,腐蚀缺陷形成过程中声辐射的主要信息表现在工作压力水平附近。这使我们有理由相信,腐蚀损坏的AE诊断不是在技术检查期间有效地进行,而是在监视模式下(即在当前操作的条件下)有效地进行。 在检查管道的缺陷部分时,根据AE控制的结果,在绝缘涂层破裂的地方发现了强烈的局部腐蚀。在深孔腐蚀区域的背景下,还发现了渗透深度高达80%的孔。 最后,我们提出了有关工作的主要结论:
|
||
 |
 |
|
河南启兴格电子科技有限公司/俄罗斯INTERUNIS-IT公司中国办事处 声发射、串联声发射